



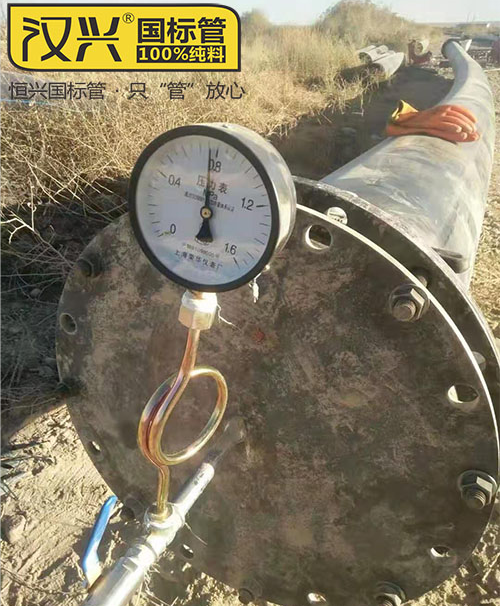
pe給水管施工試壓方法
pe給水管的壓力取決于它的直徑和壁厚,壓力試驗是為了滿足1.5倍的壓力要求。冷水管的試驗壓力應該是管道系統設計的工作壓力為1.5倍,但不小于1.0Mpa,時間不少于1小時,按設計壓力選擇,壓力試驗為0.8 MPa一次。一般來說,設計壓力=試驗壓力/1.5≤0.8≤1.5×0.5 3MPa,可以根據設計壓力選擇管件、法蘭、閥門等。
水壓試驗前,應先進行預試。也就是先將pe給水管的壓力調整至大氣壓力,出去管道內的空氣,保持60min;使用增壓泵注水,注意注水時壓力不得高于試驗壓力,勻速的使管道的壓力升至為試驗壓力,穩壓30min,檢查pe給水管熔接口、連接件處有無漏水現象,若有滲漏,應立即停止試壓;停止注水后,應補壓30min,若30min內,pe管道內的壓力降至試壓的70%以上,則為預試壓成功。
由于管材原料沒有行干燥處理水份含量過高;加熱板表面帶有雜質;銑削后放置時間過長等原因造成。pe管焊制pe管焊接注意事項,主要有八個方面,了解這些,對PE管材的焊接質量才能更好的提升:
不同牌號聚乙烯原料生產的pe管材能直接熔接嗎?
不同牌號聚乙烯PE管原料生產的管材、管件如果進行連接,接頭應進行液壓試驗。一般來講,熔體流動速率(MFR)(190℃/5kg)在 0.2g/10min之間的 PE63、PE80、PE100 混合料應視為互熔,彼此可以相互連接。在此范圍之外的原料需進行試驗來確定。目前通常這樣這為:電熔連接時,電熔管件和與之相連的管材可以是不同材料等級的;但熱熔對接以相同等級材料間的連接為規范做法。
PE管材電熔焊接參數
焊接溫度、電壓、焊接電流、冷卻時間
PE管材電熔焊接電壓為40V左右,焊接電流(Electric current)在100A以內,冷卻時間(time)根據PE管件規格(Specifications)不同,通常在PE管件標簽上有標注。 熱熔焊接參數(parameter)受焊接、壁厚(wall thickness)、原料等級、生產牌號以及執行標準而定,給水用pe管材電熔焊接電壓為8-44V,焊接時間與溫度以及適合管件口徑都在套管上有標注,如果有條形碼(bar code)通過掃碼確認焊接電壓(Voltage)與時間。
電熔方式的PE管件焊接溫度為160℃左右,pe管材可在溫度190℃到240℃進行融化焊接,要注意的是不同牌號(Brand name)的原材料融化溫度一般都是不一樣的,如中石油的、中石化的041、N3000融化溫度是不同的。